Będąc młodym behapowcem[1]https://www.youtube.com/watch?v=uBvlB74PB1A wprowadzałem swój zakład do krainy wymagań minimalnych. Powołaliśmy zakładową komisję (kierownik produkcji, społeczny inspektor pracy, technolog i wielu, wielu innych), przygotowałem listę kontrolną (była łudząco podobna do tej dostępnej na stronach PIP,[2]https://www.pip.gov.pl/pl/f/v/19404/07011009.pdf z tym, że wpisałem do tabelki kolejne punkty rozporządzenia, a nie dyrektywy).
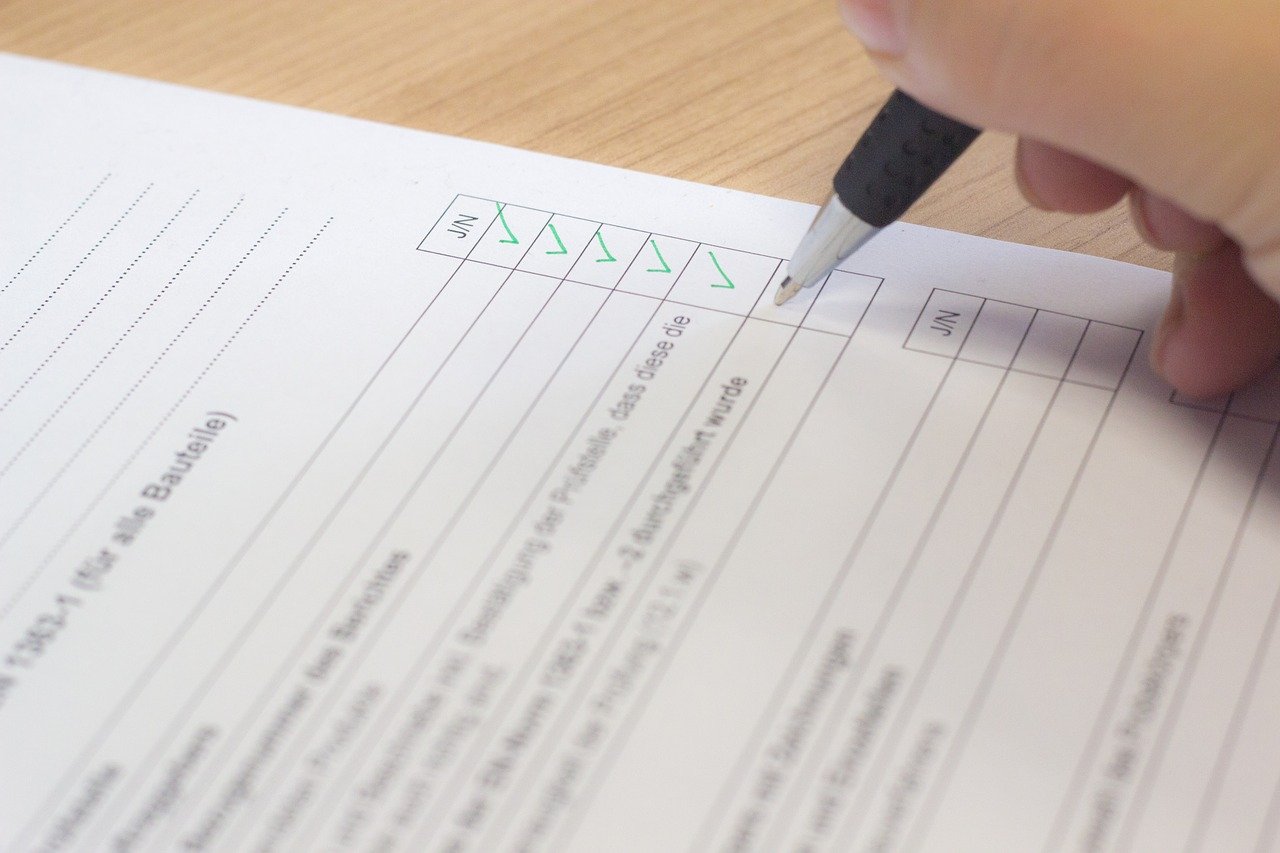
Komisja szła od maszyny do maszyny i sprawdzała:
• Czy elementy sterownicze maszyny, które mają wpływ na bezpieczeństwo pracowników są wyraźnie widoczne, możliwe do zidentyfikowania (łatwo rozpoznawalne) oraz odpowiednio oznakowane? TAK
• Czy elementy sterowania, mające wpływ na bezpieczeństwo pracowników, są usytuowane poza strefami zagrożenia w taki sposób, aby ich obsługa nie powodowała dodatkowych zagrożeń (np. zetknięciem z będącymi w ruchu elementami napędu, narzędziami) i czy mogą stwarzać zagrożenia w związku z przypadkowym ich zadziałaniem? TAK
• Czy operator maszyny — w przypadku gdy jest to konieczne — ma możliwość sprawdzenia, z miejsca głównego pulpitu sterowniczego (głównego stanowiska sterowania), czy nikt nie znajduje się w strefie niebezpiecznej i jeśli sprawdzenie tego nie jest możliwe, to układ bezpieczeństwa automatycznie wysyła akustyczny lub optyczny sygnał ostrzegawczy (np. sygnał dźwiękowy o zmiennej częstotliwości, sygnał świetlny przerywany) przed uruchomieniem maszyny? TAK
itd., itp.
Ale co właściwie znaczy „rozpoznawalne” albo „odpowiednio oznakowane”? To przecież oczywiste — koń jaki jest, każdy widzi! Przeszliśmy więc przez zakład w tempie marszowym, do kilku maszyn trzeba było tylko dodać jakieś osłony nastawne lub naprawić uszkodzony przełącznik.
Znacznie później odkryłem istnienie całego mnóstwa norm,[3]https://ec.europa.eu/docsroom/documents/44925 które pozwalają przejść od „widzimisia” do obiektywnych wskaźników. Że np. rozpoznawalność elementów sterowniczych to m. in. kolorystyka przycisków zgodna z EN 60204-1, że oceniając ich usytuowanie trzeba wziąć pod uwagę ISO 13857. Że za każdym z tych lakonicznych sformułować stoi porządny kawałek audytu, czasem pomiary, analiza dokumentacji.
Wniosek? Listy kontrolne bywają pomocne: gdy zagadnienie jest zero-jedynkowe (jaki sprzęt zabrać na audyt, czy drabina spełnia wymagania ISO 14122-4), do badań statystycznych (które maszyny zmodernizować w pierwszej kolejności) albo dla urzędników (ocena przeprowadzona? tak jest!). Gdy jednak trzeba rzeczywiście ocenić lub poprawić bezpieczeństwo na maszynie, lista kontrolna może być co najwyżej punktem wyjścia.